Æa(ch®£n)∆∑’π æ
| PRODUCT¬ì(li®¢n)œµŒ“ÇÉ
| CONTACTπ´ÀæøÇ≤ø£∫ýç÷ð –¥ÛåW(xu®¶)ƒœ¬∑Îä…Ã∏€6Ãñ(h®§o)ò«10å”/11å”
…˙Æa(ch®£n)ª˘µÿ£∫∫”ƒœ °–¬√Ð –Å̺ØÊÇ(zh®®n)¿ÓÃ√π§òI(y®®)à@Ö^(q®±)
Îä ‘í£∫ 0371-56777921
èSº“÷±‰N£∫139-3717-0928
ý]œ‰£∫3491492646@qq.com
ƒ˙µƒÆî(d®°ng)«∞Œª÷√: ◊Ìì > –¬¬ÑÑ”(d®∞ng)ëB(t®§i) > Æa(ch®£n)∆∑÷™◊R(sh®™) > ’˝Œƒ
’˝Œƒ
ƒÕªø…ÀСœ‘⁄Ðà‰ìº”ü·Ýt…œµƒë™(y®©ng)”√
∞l(f®°)≤ºïr(sh®™)Èg£∫2022/1/24 17:28:32 ¸c(di®£n)ìÙ¬ £∫ ÅÌ‘¥:∏þ‰X¥uèSº“ ◊˜’þ£∫òs ¢ƒÕ≤ƒ≤ΩþM(j®¨n)¡∫ Ωº”ü·ÝtÝt“r «≥– Ðü·ÿì(f®¥)∫…µƒ÷˜“™ΩY(ji®¶)òã(g®∞u)≤ø∑÷£¨À¸µƒ ©π§Ÿ|(zh®¨)¡øå¶(du®¨)º”ü·Ýtþ_(d®¢)µΩ‘O(sh®®)”ã(j®¨)ü·π§÷∏òÀ(bi®°o)∆÷¯ÍP(gu®°n)ÊI–‘◊˜”√°£ÎS÷¯–¬–ÕƒÕª≤ƒ¡œµƒë™(y®©ng)”√º∞Ýt–Õ‘O(sh®®)”ã(j®¨)µƒèÕ(f®¥)ÎsªØ£¨ ©π§Îy∂»‘ΩÅÌ‘Ω¥Û£¨å¶(du®¨)Ýt“r ©π§Ÿ|(zh®¨)¡øøÿ÷∆÷≥ˆ¡À∏¸¥ÛµƒÃÙë(zh®§n)°£ƒø«∞£¨á¯(gu®Æ)É»(n®®i)∫Ð∂ý¥Û–Õ≤ΩþM(j®¨n)¡∫ Ωº”ü·Ýt∂º≤…”√ƒÕªø…ÀСœ◊˜ûȺ”ü·ÝtÉ»(n®®i)µƒƒÕªå”°£

ƒÕªø…ÀСœ «”…“ª∂®Ów¡£ºâ(j®™)≈‰µƒƒÕªπ«¡œ°¢∑€¡œ°¢ΩY(ji®¶)∫œÑ©∫ÕÕ‚º”Ñ©£¨Ωõ(j®©ng)≈‰÷∆°¢º”ÀÆ£®ªÚ∫¨ΩY(ji®¶)∫œÑ©µƒ“∫Ûw£©ªÏüí°¢îDâ∫≥…âKÝÓªÚƒýàF(tu®¢n)Ýӌԡœ£¨‘⁄∞¸—bŸA¥Ê“ª∂®ïr(sh®™)Èg∫Û»‘æþ”–¡º∫√µƒø…ÀЖ‘£¨ø…”√ìv¥Ú∑Ω∑® ©π§µƒ“ª∑N≤ª∂®–ŒƒÕª≤ƒ¡œ£¨÷˜“™”√”⁄‰ìËFπ§òI(y®®)÷–µƒ∏˜∑Nº”ü·Ýt°¢æ˘ü·Ýt°¢ÕÀªÝt°¢ü˝ΩY(ji®¶)Ýt“‘º∞ÎäÝtÌî?sh®¥)»µƒ“rÛw°£ø…ÀСœæþ”–∏þúÿèä(qi®¢ng)∂»∏þ£¨øπü·’–‘∫√£¨ü·åß(d®£o)¬ –°£¨øπÑɬ‰–‘∫Õøπ‘¸«÷Œg–‘èä(qi®¢ng)£¨ π”√â€√¸ÈL(zh®£ng)£¨πù(ji®¶)ºsƒÐ‘¥µ»Éû(y®≠u)¸c(di®£n)£¨ÃÿÑeþm∫œ”⁄ÝtÌî°¢ü˝◊Ï¥uµ»»ð“◊ Ðìp≤¢«“≤ª“◊≥…–Õµƒ≤øŒª°£
1°¢ƒÕªø…ÀСœµƒ ©π§Ãÿ¸c(di®£n)
ƒÕªø…ÀСœåŸ”⁄ö‚”≤ªÚü·”≤–‘≤ƒ¡œ°£ø…ÀСœ÷–µƒ∫¨ÀÆ¡øð^…Ÿ£¨±©¬∂‘⁄ø’ö‚÷–ð^∂Ãïr(sh®™)ÈgæÕï˛(hu®¨)”≤ªØ£¨“Ú¥À ©π§ïr(sh®™)ΩY(ji®¶)∫œ√Ê“™þB¿m(x®¥) ©π§°£ø…ÀСœâK≈câK÷ÆÈg±ÿÌöΩË÷˙“ª∂®µƒÕ‚¡¶≤≈ƒÐΩY(ji®¶)∫œ‘⁄“ª∆£¨þ@∑NÕ‚¡¶–Ë“™¥π÷±”⁄ ©π§√Ê°£
ø…ÀСœ π”√‘⁄ÝtÌ÷√ïr(sh®™)£¨”…”⁄ÝtÌî≤…”√µıíÏΩY(ji®¶)òã(g®∞u)£¨Õ®þ^Â^πÃ¥u∞—ƒÕª≤ƒ¡œµıíÏ∆ÅÌ≥…ûÈ“ªÇÄ(g®®)’˚Ûw£¨“™«Û±ÿÌö πø…ÀСœ≈cÂ^πÃ¥uΩY(ji®¶)∫œæo√а£Â^πÃ¥u «µıíÏ‘⁄ÝtÌî‰ìΩY(ji®¶)òã(g®∞u)…œµƒ£¨‘⁄ ©π§þ^≥Ã÷–±ÿÌö π√øâKÂ^πÃ¥u еΩÓA(y®¥)ë™(y®©ng)¡¶£¨þ@ò”≤≈ƒÐ±£◊CÝtÌî С¶√Êæ˘ÑÚ£¨≤ªÀ˙¬‰°£ø…ÀСœ‘⁄ ÐÕ‚¡¶ΩY(ji®¶)∫œµƒþ^≥Ã÷–£¨±ÿ»ªï˛(hu®¨)œÚÀƒ÷ÐîU(ku®∞)èࣨ≤ªƒÐ±£◊CÝtÌî?sh®¥)ƒ∫Ò∂»£¨þ@æÕ“™«Û‘⁄ÝtÌî?sh®¥)ƒ…œœ?ÇÄ(g®®)√Ê∂º“™‘O(sh®®)÷√ƒ£∞£¨ πø…ÀСœµƒ∫Ò∂»øÿ÷∆‘⁄“™«Ûµƒ∑∂á˙É»(n®®i)°£
ø…ÀСœ‘⁄∏þúÿœ¬ï˛(hu®¨) ’øs£¨À˘“‘≤ª–Ë“™≤…”√ǘΩy(t®Øng)µƒ∑Ω∑®¡Ù‘O(sh®®)≈Ú√õøp°£µ´ûÈ¡À∑¿÷π≤ƒ¡œ ’øs∫Û≥ˆ¨F(xi®§n)ôM∆þÿQ∞Àµƒ¡—øp£¨‘⁄ ©π§þ^≥Ã÷–ø…“‘≤…”√«–øpµƒ∑Ω∑®£¨øÿ÷∆∏…‘Ô…˝úÿïr(sh®™)µƒ≈Ú√õ∫Õ ’øs°£
Ωõ(j®©ng)þ^º”π§∫Ûµƒø…ÀСœ±Ì√Êπ‚ª¨£¨≤ª¿˚”⁄ΩY(ji®¶)∫œ£¨◊¢“‚±M¡ø“™ πΩ”∫œ√Ê¥÷≤⁄°£ûȱ£◊CÕ∏ö‚£¨ ©π§ÕÍ≥…∫ÛÕ‚±Ì√Ê“≤“™¥÷≤⁄£¨≤ªƒÐÕøƒ®ÆêŒÔªÚ”√ƒ®◊”º”π§£¨Õ¨ïr(sh®™)”√4°´6mmµƒ‰ì‚F‘˙…œÕ∏ö‚ø◊“‘¿˚”⁄≈≈≥ˆø…ÀСœ…Ó≤øµƒÀÆ∑÷°£
2°¢ ©π§∑Ω∑®
ƒÕªø…ÀСœø…“‘ë™(y®©ng)”√‘⁄º”ü·ÝtÝtⶰ¢ÝtÌî?sh®¥)»≤øŒª£¨þÄ”–∆‰“◊”⁄ ©π§µ»Ãÿ¸c(di®£n)£¨ø…“‘”√‘⁄“ª–©ù≤◊¢¡œµ»∫ÐÎy ©π§µƒÃÿ ‚≤øŒª°£ø…ÀСœ ©π§“™«Ûæ˘ÑÚ√Ðåç(sh®™)£¨ΩY(ji®¶)∫œ≥‰∑÷£¨þB¿m(x®¥) ©π§°£
“‘ÝtÌîø…ÀСœ ©π§ûÈ¿˝£¨∫Ü(ji®£n) ˆø…ÀСœ ©π§∑Ω∑®°£
ÝtÌîø…ÀСœ‘⁄ìv¥Úþ^≥Ã÷–£¨Â^πÃ¥uµƒ∞≤∑≈Ÿ|(zh®¨)¡øå¶(du®¨)ø…ÀСœÝtÌî?sh®¥)ƒ π”√â€√¸∆÷¯∫Ð¥Ûµƒ”∞Ì루 ©π§ïr(sh®™)£¨œ»å¢ø…ÀСœìv¥Ú÷¡≥¨þ^∑≈æÄÃéºs20mm(ÓA(y®¥)úy(c®®)¡ø∑≈æÄ‘⁄µıíÏ–°¡∫…œ)£¨∞≤∑≈œýë™(y®©ng)µƒƒæƒ£¥u¥Ú»Îø…ÀСœ£¨–Œ≥…∞ºÕπ√Ê∫Û£¨‘ŸËÇ?c®®)ÎÂ^πÃ¥uπÃ∂®°£Â^πÃ¥u≈cµıíÏ–°¡∫µƒÈgœ∂”√ƒæ–®–®æo£¨∑Ωø…‰Å∑≈ø…ÀСœþM(j®¨n)––ìv¥Ú°£
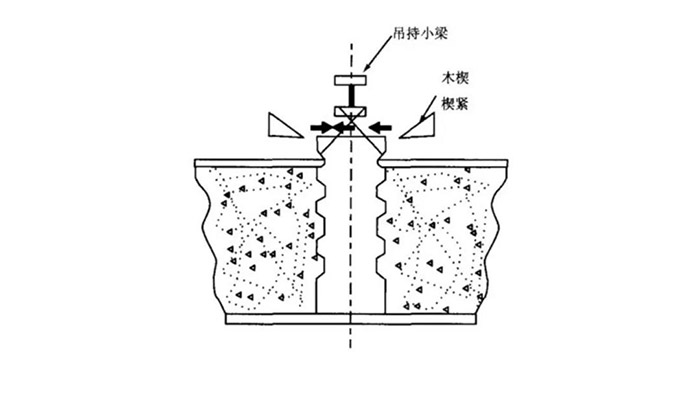
µıíÏÂ^πÃ¥u∞≤∑≈Œª÷√’˝¥_£¨¥u∞≤∑≈¥π÷±°£ìv¥Úïr(sh®™)£¨œ»èƒÂ^πÃ¥uÉ…Ç»(c®®)”√ìvÂNå¶(du®¨)¥Ú“ª±È£¨»ª∫Û¥ÚÉ…âKµıíÏÂ^πÃ¥uÈgµƒø…ÀСœ£¨þ@ò”∑¥èÕ(f®¥)¥ÚÉ…±È∫Û£¨‘Ÿ‰Å‘O(sh®®)œ¬å”¿^¿m(x®¥) ©π§°£¥˝ÝtÌîø…ÀСœ ©π§ÕÍ∫Û£¨∫ÊÝtΩY(ji®¶) ¯∫Û境斮»´≤ø»°µÙ°£
3°¢ø…ÀСœ ©π§◊¢“‚ ¬Ìó(xi®§ng)
£®1£© ©π§Èg–™ïr(sh®™)£¨Ω”øp¡Ù‘⁄Õ¨“ª≈≈Â^πÃ¥uµƒ÷––ƒæÄÃé≤¢”√ÀСœ≤ºå¢ìv¥Ú√Ê∏≤…w£¨¿^¿m(x®¥)ìv¥Úïr(sh®™)墓—ìvåç(sh®™)µƒΩ”È∂√ÊπŒ»•10~20mm£¨±Ì√ÊπŒ√´£ªìv¥Ú√Ê∏…‘ÔôøÏïr(sh®™)£¨áäÏFÝÓÀÆùÒùô(r®¥n) °£
£®2£©ø…ÀСœûÈ◊‘»ªB(y®£ng)◊o(h®¥)£¨∫ÊÝt«∞±MøÏ≤ƒ£ π∆ˆÛw◊‘»ª∏…‘Ô°£ø…ÀСœ≤ƒ£–Þ’˚«∞”√ƒæÂNðpðp«√¥ÚÂ^πÃ¥u∂À√Ê÷Ðá˙µƒø…ÀСœ£¨ π÷Ææo√Гß∫œ£¨–Þ’˚”√Ωy(t®Øng)“ªµƒå£”√π§æþ°£
£®3£©√ø∂ŒÝtÌî∫œÈTÃ郣∞£¨±ÿÌö‘⁄ø…ÀСœ ©π§ÕÍÆÖ24 h∫Û∑Ωø…≤ƒ£°£
£®4£©≈Ú√õøp”√壔√«–øpµ∂«–≥ˆ£¨√ø∏Ù1500mm«–∏Ó“ªµ¿£¨…Ó∂»ûÈ60mm°£
£®5£©∏þ°¢µÕúÿ∂ŒÝtÌî π”√µƒƒÕª≤ƒ¡œ≤ªÕ¨£¨ ©π§ïr(sh®™)œ»å¢∏þµÕúÿ∂Œ∑÷ΩÁæÄÆã‘⁄–°¡∫…œ£¨“‘¥À∑÷ΩÁæÄ∏¸ìQ≤ƒ¡œ°£
£®6£©∫ÊÝt«∞ø…ÀСœÉ»(n®®i)“r¡—øp¥Û”⁄12 mmïr(sh®™)þM(j®¨n)––Õ⁄—a(b®≥)£¨¡—øpÃéë™(y®©ng)Õ⁄≥…¿Ô¥ÛÕ‚–°µƒ–®–Œø⁄£¨±Ì√Êáäû¢ÏFÝÓÀÆùÒùô(r®¥n)£¨”√ø…ÀСœÃÓåç(sh®™)°£¡—øp‘⁄3°´12mmïr(sh®™)£¨”√ƒÕª¿wæSÃÓ»˚ °£
£®7£©ÝtÌî∏Ùü·ù≤◊¢¡œµƒ ©π§°£ÝtÌîø…ÀСœ ©π§ΩY(ji®¶) ¯∫ÛæÕø…“‘þM(j®¨n)––ù≤◊¢¡œ ©π§°£µ´¿ÌœÎµƒ «‘⁄Ýt◊”þ\(y®¥n)ÞD(zhu®£n)îµ(sh®¥)»’¿‰Ös∫Û‘ŸþM(j®¨n)–– ©π§°£∫ÊÝt«∞ ©π§±ÿÌöúp…Ÿ“ª∂® µƒ”√ÀÆ¡ø£¨îá∞Ë∏…“ª–©£¨±Ð√‚ÀÆ∑÷≈еΩÂ^πÃ¥uÀƒ÷Ð∫ÕùBµΩÝtÉ»(n®®i)°£
Õ∆À]–¬¬Ñ
 ‘⁄æÄ◊…‘É(7*24)
‘⁄æÄ◊…‘É(7*24) Îä‘í◊…‘É
Îä‘í◊…‘É